加工技術
曲げ加工技術
マグネシウム合金は結晶構造が最密六方格子であるために常温での加工性に劣り、一般的には温間で塑性加工が行われます。但し、押出形材については、常温での曲げ加工が可能であることが、当社の研究から確認されています。曲げ加工法の実績例として、回転引き曲げ、プレス曲げをご紹介します。
回転引き曲げ
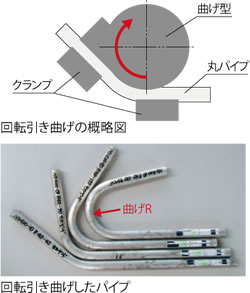
- ・材質:AZ31B
- ・常温での曲げ加工可能
- ・曲げ限界:先端R=直径×3倍以上
- ・曲げ角度180°まで可能
- ・2角R可能 (RとRの間:200mm以上)
プレス曲げ
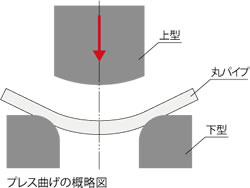
- ・材質:AZ31B、AZ61A
- ・加工範囲:
- ■温間加工
- ・材質を約250℃に加熱後、プレス
- ・肉厚t2.0以上かつ曲げRがパイプ外径の2.5倍以上
- ■冷間加工
- ・常温にてプレス
- ・肉厚 t3.0以上かつ曲げRがパイプ外径の3倍以上
- ・その他:1プレスにて1次元の連続曲げが可能である
溶接加工技術
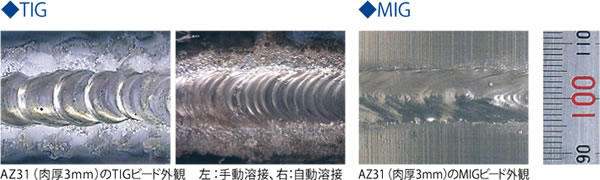
マグネシウム合金の溶接はアルミニウム合金と同様にTIG、MIGが可能です。TIGの場合は、溶接棒にマグネシウム合金を使うことで、アルミニウム合金用の不活性ガス(アルゴンなど)を用いた交流溶接機器で溶接が可能です。MIGの場合は、電流値に合わせた溶接棒の供給量がアルミニウム合金とマグネシウム合金で異なるため、マグネシウム合金溶接棒の供給量が選択設定できるMIG溶接機をご使用ください。
溶接部の強度 (溶接棒:AZ61)
| 母材の合金呼称 | 継手の機械的性質(当社試験値) | 溶接法 | |||||
|---|---|---|---|---|---|---|---|
| JIS | ASTM | 当社 | 引張強さ (N/mm2) |
耐力 (N/mm2) |
伸び (%) |
継手効率 (%) |
|
| MS1B | AZ31B | AZ31 | ≒230 | ≒125 | ≒10 | 95 | TIG |
| MS2 | AZ61A | AZ61 | ≒255 | ≒160 | ≒6 | 85 | TIG |
| MS1B | AZ31B | AZ31 | ≒230 | ≒130 | ≒9 | 95 | MIG |
表面処理加工技術
マグネシウム合金は実用金属中で最も卑な金属であり比較的腐食しやすい性質を持っています。実用化のためには、使用環境や要求性能に応じた表面処理が必要です。また、アルミニウム合金とは化学的性質が異なるため、表面処理方法も異なります。マグネシウム合金の一般的な処理方法および耐食性能についてご紹介いたします。
| 仕様1 | 仕様2 | 仕様3 | 仕様4 | 仕様5 | ||
|---|---|---|---|---|---|---|
| 表面処理方法 | 皮膜仕様 | 化成皮膜 | 陽極酸化皮膜 (5μm) |
陽極酸化皮膜 (<1μm) |
||
| 塗装仕様 | 溶剤 エポキシ + 溶剤 アクリル |
溶剤 エポキシ + 粉体 アクリル |
電着 エポキシ |
溶剤 エポキシ + 溶剤 アクリル |
電着 アクリル |
|
| 塗装膜厚 | 40μm | 80μm | 20μm | 40μm | 10μm | |
| 色調 | 各色指定可 | 各色指定可 (ただし半艶以上) |
黒色限定 | 各色指定可 | 金属色 | |
| 耐塩水噴霧性 (AZ31:当社試験値) |
250~500時間 | 500時間 | 500時間 | 1000時間 | 100時間程度 (クロスカット無し) |
|
※耐塩水噴霧性は代表値です。(JIS Z2371中性塩水噴霧試験 クロスカット片側最大膨れ幅2mm以下保持時間)
- ◇曲げ、溶接、表面処理は、材質・形状により加工条件が異なるため、製作時には必ず試作確認が必要です。
- ◇切断、穴あけ、切り欠け等、その他の加工については、別途お問い合わせください。
- ◇押出以降の加工については、お客様の要求内容・仕様によって、当社管理のもと、一部外部委託となる場合があります。